






Шахтная печь для обжига
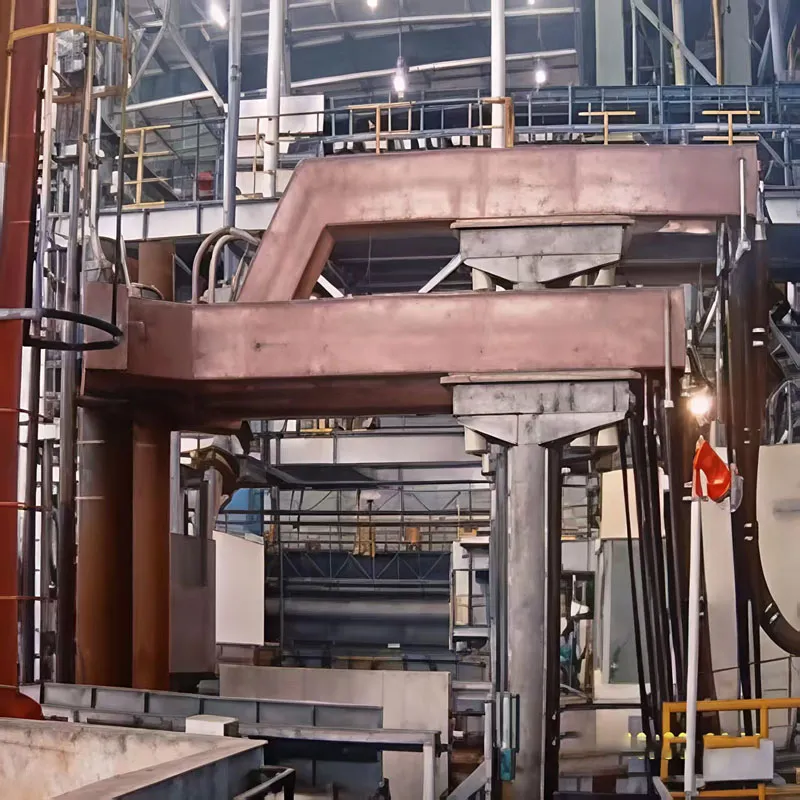
Когда слышишь ?шахтная печь для обжига?, многие сразу представляют себе простую вертикальную конструкцию — загрузил сырье сверху, получил продукт снизу. Но на практике всё сложнее. Если подходить с таким упрощенным взглядом, можно наделать массу ошибок, особенно когда речь идет о равномерности обжига или о специфичных материалах. Я сам долгое время считал, что ключевое — это температура, пока не столкнулся с проблемой зонального распределения газов в одной из установок на заводе по производству огнеупоров. Именно тогда пришло понимание, что шахтная печь для обжига — это целая система взаимосвязанных параметров.
Конструктивные нюансы, которые не увидишь в учебнике
Возьмем, к примеру, футеровку. Казалось бы, стандартный шамотный кирпич. Но в верхней зоне, где идет нагрев и сушка, и в нижней, где происходит собственно обжиг и охлаждение, требования к материалу разные. В одном из наших проектов для известково-обжигательной печи пришлось комбинировать материалы, иначе тепловые напряжения приводили к трещинам уже через полгода эксплуатации. Это не теория, а вывод, сделанный после осмотра и замера износа.
Еще один момент — система подачи топлива и воздуха. Равномерное распределение по сечению шахты — это головная боль. Недостаточно просто установить горелки или фурмы. Бывает, что в центре температура зашкаливает, а у стенок материал недожжен. Мы экспериментировали с конфигурацией сопел, углами вдува. Иногда решение лежало не в дорогой автоматике, а в простой механической регулировке заслонок на основе замеров газового анализатора на выходе.
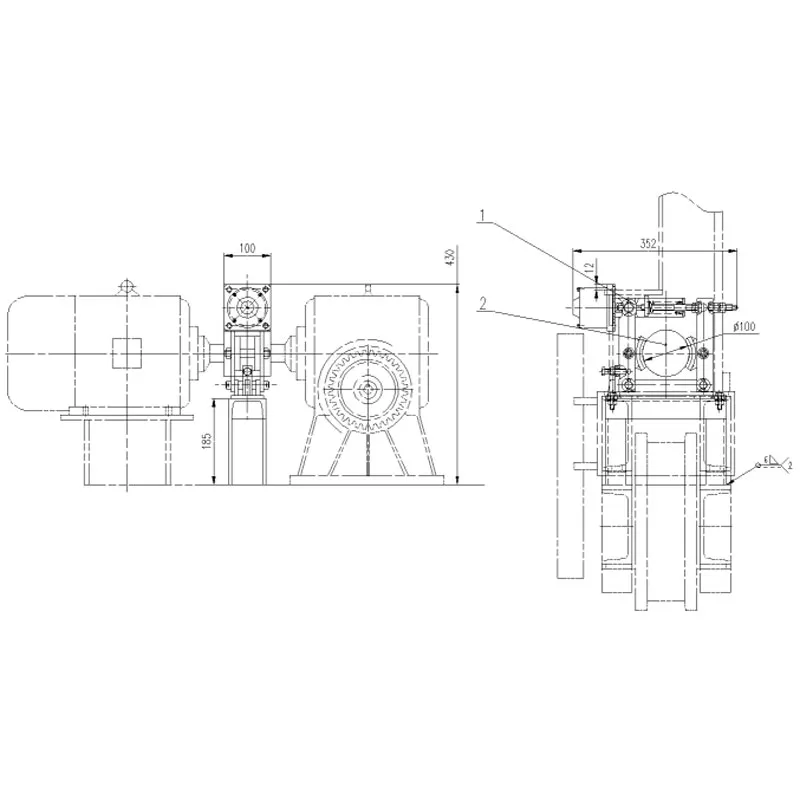
И, конечно, разгрузочное устройство. Механизм, который должен обеспечивать непрерывную и равномерную выгрузку продукта, не нарушая столб материала в шахте. Видел случаи, когда неотрегулированные грибки или секторные затворы создавали ?мосты? или, наоборот, локальные обвалы, что полностью сбивало тепловой режим. Это та деталь, на которой часто экономят, а потом месяцами борются с нестабильностью качества продукта.
Опыт внедрения и взаимодействие с производителями
В последние годы приходилось работать с оборудованием от разных поставщиков. Интересный опыт был связан с компанией АО Чжучжоу Чанъюань Интеллектуальное Производство (сайт: https://www.cyzz.ru). Они позиционируют себя как национальное высокотехнологическое предприятие, ?малый гигант? провинции Хунань, и специализируются на разработке и производстве комплектного оборудования. Хотя их основной профиль — оборудование для рельсового транспорта, их инженерный подход к системам тепловой обработки в рамках некоторых проектов был весьма прагматичным.
Конкретно с шахтными печами для обжига они работают не как производитель печей ?под ключ?, но их компетенции в области точной механической обработки, систем управления и изготовления металлоконструкций оказывались полезными. Например, при модернизации одной старой печи для обжига доломита мы заказывали у них сложный узел разгрузочного механизма с точной системой гидропривода. Их подход — не просто сделать по чертежу, а сначала разобраться в технологическом процессе. Приезжали их техники, смотрели на работу печи, задавали много вопросов про режим, про свойства конечного продукта.
Это ценно. Потому что многие поставщики просто продают железо. А здесь чувствовалось, что им важно, чтобы узел встроился и работал долго. В итоге механизм получился надежным, хотя пришлось вместе повозиться с настройкой датчиков давления в столбе материала — это уже тонкая настройка под конкретный цех. Их сайт https://www.cyzz.ru отражает этот акцент на исследования и разработки, что в нашем деле всегда плюс.
Типичные технологические ошибки и как их избежать
Самая распространенная ошибка — игнорирование подготовки шихты. Засыпать в шахтную печь для обжига материал разной фракции — это гарантия неравномерного прогорания и ухудшения качества. Мелкая фракция уплотняется, блокируя проход газов, крупная — создает каналы. Приходилось внедрять простейшее грохочение перед загрузкой, и это сразу дало прирост в однородности продукта на выходе.
Вторая ошибка — работа ?на глазок? с температурным профилем. Современные пирометры и термопары — не роскошь, а необходимость. Но даже имея их, нужно правильно расположить точки контроля. Мы как-то установили термопары только по периметру шахты, а потом выяснилось, что в центре идет пережог. Пришлось бурить шахту на горячую (со всеми рисками) и устанавливать дополнительные датчики. Теперь всегда закладываем центральный температурный контроль на этапе проектирования или модернизации.
И третье — недооценка роли дымовых газов и их отвода. Скорость и температура отходящих газов — это индикатор многих процессов. Если их просто выбрасывать, теряется огромный объем информации и энергии. Внедрение простейших рекуператоров для подогрева дутьевого воздуха, даже самых простых, может дать существенную экономию топлива. Но для этого нужно рассчитать, не будет ли конденсат в определенных зонах и не нарушит ли это всю логику работы печи.
Размышления о надежности и экономике процесса
Надежность шахтной печи для обжига — это в первую очередь надежность ее самого слабого звена. Часто это не сама конструкция, а вспомогательное оборудование: дымососы, питатели, системы охлаждения. Бывало, что печь простаивала из-за выхода из строя подшипника на вентиляторе, который работал в условиях перегрева. Решение — не ставить самый дорогой вентилятор, а организовать для него адекватный отвод тепла или резервирование.
С экономикой тоже не все однозначно. Часто стремятся максимально увеличить производительность, поднимая температуру и скорость загрузки. Но это может привести к росту брака и перерасходу топлива. Иногда выгоднее работать на немного пониженной, но стабильной нагрузке, обеспечивая высокий и предсказуемый процент выхода кондиционного продукта. Это вопрос тонких расчетов и постоянного мониторинга себестоимости, а не просто показателей в тоннах за смену.
И еще один практический момент — ремонтопригодность. Конструкция должна позволять проводить локальный ремонт футеровки или замену узлов без полной остановки и остывания на недели. Мы в свое время переделали одну печь, предусмотрев дополнительные технологические лазы и возможность секционного отключения зон. Это увеличило первоначальные затраты, но сэкономило сотни часов простоя в дальнейшем.
Взгляд в будущее: что можно улучшить
Если говорить о развитии, то будущее, на мой взгляд, за более гибкими системами автоматического регулирования, которые будут учитывать не несколько, а десятки параметров в реальном времени: состав отходящих газов, давление в столбе, тепловизорную съемку поверхности столба на разгрузке. Но внедрение такой автоматики должно быть осмысленным. Бессмысленно ставить суперсовременный ПЛК, если датчики берут данные с большими погрешностями или в нерепрезентативных точках.
Также перспективным видится более тесная интеграция с производителями специализированных материалов и компонентов, такими как АО Чжучжоу Чанъюань Интеллектуальное Производство. Их опыт в создании надежных инженерных систем, пусть и для другой отрасли, может быть перенесен на создание более совершенных узлов для печей: точных шиберных заслонок, систем взвешивания шихты в потоке, виброустройств для борьбы с зависанием.
В конечном счете, шахтная печь для обжига — это живой организм, который требует не шаблонного, а глубокого понимания. Каждая печь, даже построенная по одному проекту, со временем приобретает свои ?привычки? в зависимости от износа, качества сырья и даже климата в цеху. И главный навык — это умение ее слушать и чувствовать, а не просто следовать инструкции. Именно это отличает работающую установку от проблемной, а специалиста — от оператора.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Барабанная печь
Барабанная печь -
 Электрошлаковая печь
Электрошлаковая печь -
 Тигельная печь
Тигельная печь -
 Укладочный кран EPJ32
Укладочный кран EPJ32 -
 Печь для диоксида циркония
Печь для диоксида циркония -
 Укладочная машина для метрополитена типа DT12Y
Укладочная машина для метрополитена типа DT12Y -
 Укладочная машина для метрополитена типа DT16Y
Укладочная машина для метрополитена типа DT16Y -
 Правильный станок для рельсов перед сваркой типа ZCY315
Правильный станок для рельсов перед сваркой типа ZCY315 -
 100-тонная вагон-платформа для стальных заготовок
100-тонная вагон-платформа для стальных заготовок -
 Чугуновоз жидкого чугуна типа TS160
Чугуновоз жидкого чугуна типа TS160 -
 Подъемная рама
Подъемная рама -
 Опускной вагон
Опускной вагон
Связанный поиск
Связанный поиск- Тележка для перемещения балок
- Вакуумная сушильная печь
- Шахтная печь для плавки
- Вспомогательное оборудование для тоннелепроходческих механизированных комплексов
- Барабанная печь для обжига
- Большая шахтная печь
- Печь для синтеризации диоксида циркония
- Интеллектуальный полигон для производства балок
- Электрическая сушильная печь
- Специальное железнодорожное оборудование, устройства и комплектующие