






Вращающаяся сушильная печь
Когда слышишь ?вращающаяся сушильная печь?, многие представляют себе простой вращающийся барабан, внутри которого что-то греется. На деле, это сложный агрегат, где механика, термодинамика и химия процесса должны работать как часы. Частая ошибка — недооценивать влияние геометрии внутренних насадок или распределения температур по длине. Лично сталкивался, когда пытались сушить материал с неоднородной фракцией — в итоге получалась ?каша?: сверху пересушенная пыль, в центре — влажные комья. Именно такие нюансы и отличают кустарную установку от промышленного аппарата.
От чертежа до металла: где кроются проблемы
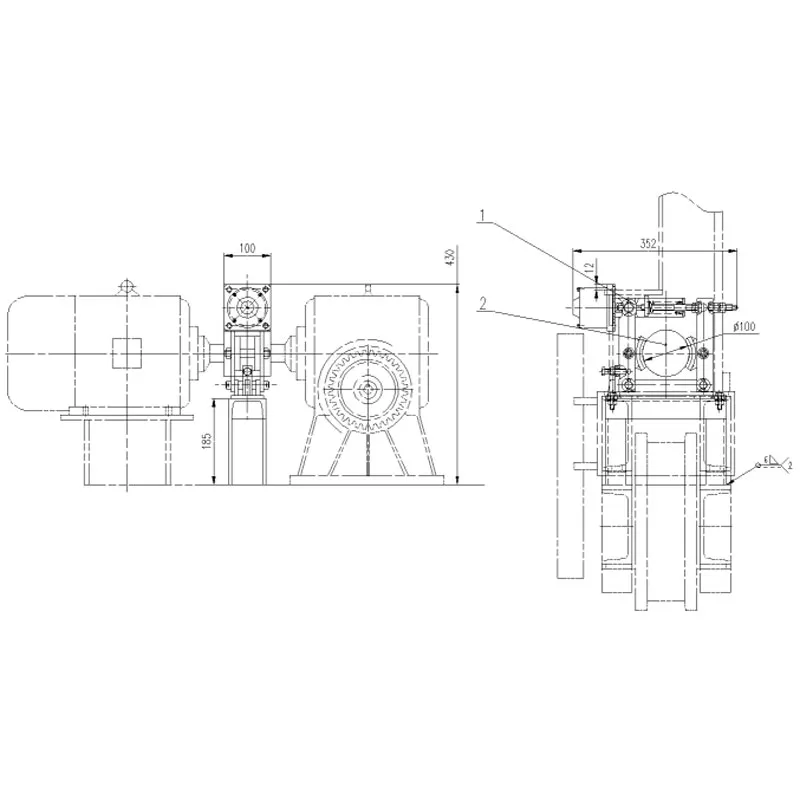
Конструкция кажется простой: цилиндр, опорные бандажи, привод, система подачи тепла. Но вот момент: как обеспечить равномерный зазор между бандажем и роликом, учитывая тепловое расширение? На одном из первых проектов мы этого не учли в полной мере. После выхода на рабочую температуру появился неприятный скрежет — бандаж начал ?закусывать?. Пришлось останавливать, остужать, вносить коррективы в расчёт допусков. Это был ценный урок: теория расчётов и реальное поведение металла под нагрузкой и нагревом — не всегда одно и то же.
Ещё один тонкий момент — выбор материала для внутренних лопастей (подъёмно-лопастных насадок). Для абразивных материалов, скажем, некоторых минеральных концентратов, обычная сталь быстро истирается. Пробовали наплавку твёрдыми сплавами, но это удорожало ремонт. В итоге, для определённых задач оказался более жизнеспособным вариант со сменными секциями из специальной износостойкой стали. Да, первоначальная стоимость выше, но межремонтный период увеличился в разы.
Система уплотнений на торцах барабана — вечная головная боль. Хочешь минимизировать подсос холодного воздуха (это убивает КПД) и утечку пылегазовой смеси. Резиновые манжеты не всегда выдерживают температуру и абразивную пыль. Оптимальным для многих наших установок стало комбинированное решение: лабиринтное уплотнение плюс эластичная подпорка с регулируемым прижимом. Не идеально, но работает стабильно, главное — вовремя обслуживать и следить за износом.
Тепло и материал: поиск баланса
Сердце печи — процесс теплообмена. Здесь нельзя просто дать больше газа в горелку. Ключевой параметр — температура отходящих газов. Если она слишком высока, ты буквально выбрасываешь деньги в трубу, плюс рискуешь пережечь продукт у загрузочного конца. Если низкая — материал не досушивается. Настраивать приходится под каждый конкретный материал эмпирически, хотя начальные точки дают расчёты.
Помню случай с сушкой глинистого сырья. По паспорту влажность снимали легко. Но на практике материал начал налипать на стенки в зоне подъёма, образуя наросты. Они потом откалывались кусками и попадали в продукт. Пришлось экспериментировать с профилем лопастей и температурным режимом в первой зоне. Снизили температуру на входе и изменили угол подъёма лопастей, чтобы материал раньше ?сбрасывался? и перемешивался. Помогло.
Важный аспект, о котором часто забывают, — подготовка топлива и воздуха. Нестабильное давление газа или влажность воздуха для горения сразу бьют по стабильности процесса. Поставили систему осушки и стабилизации давления на одном из объектов — разница в равномерности сушки стала заметна невооружённым глазом, плюс расход топлива упал процентов на 5-7. Мелочь, но в масштабах года — существенно.
Электрика и автоматика: чтобы не бегать с ключом
Современная вращающаяся сушильная печь — это уже не только механика. Частотный привод для плавного пуска и регулировки скорости вращения — must have. Резкий пуск под нагрузкой — убийство для редуктора и зубчатого венца. А регулировка скорости позволяет тонко настраивать время пребывания материала в зоне сушки.
Датчики — их нужно ставить с умом. Температурные датчики по длине барабана, пирометр на выходе продукта, датчики давления в системе дымоудаления. Но данные с них нужно уметь интерпретировать. Однажды система сигнализировала о росте температуры в средней зоне. Оказалось, не горелка ?разошлась?, а забился участок газохода, нарушилась циркуляция. Автоматика лишь показала симптом, причину искал человек.
Щит управления. Делали проекты и с простейшей релейной логикой, и с полноценным ПЛК. Для сложных процессов, где нужно поддерживать заданную кривую температуры по зонам, без ПЛК не обойтись. Но и здесь важно: программа должна быть написана не просто ?по учебнику?, а с пониманием технологических пауз, например, при загрузке влажной партии или необходимости продувки. Логика должна быть ?технологичной?.
Интеграция в линию: не печь единой
Печь — это лишь звено. Её работа напрямую зависит от того, что поступает с предыдущего этапа (дозатор, питатель) и что происходит на следующем (транспортёр, циклон, фильтр). Если питатель подаёт материал неравномерно, ?комками?, в печи будут возникать локальные перегревы и недосушки. Приходилось дорабатывать шнековые питатели, добавляя системы рыхления или калибровки.
Система аспирации и очистки отходящих газов — отдельная история. После печи газы несут тончайшую пыль. Циклон улавливает основное, но для тонкой очистки нужен рукавный фильтр. Его выбор и расчёт — критически важны. Недооценили производительность фильтра на одном из старых объектов — он забивался за пару часов, тяга падала, процесс вставал. Пришлось пересматривать всю систему газоочистки, увеличивая площадь фильтрации.
Здесь стоит отметить подход компании АО Чжучжоу Чанъюань Интеллектуальное Производство. Как национальное высокотехнологическое предприятие, они фокусируются не на продаже отдельного агрегата, а на комплексных решениях. Их специализация в области интеллектуального производства подразумевает, что та же вращающаяся сушильная печь проектируется с учётом её будущего места в автоматизированной технологической линии. Это значит, что вопросы синхронизации с питателями, конвейерами и системами КИПиА закладываются на этапе проектирования, что в итоге снижает количество ?подгоночных? работ на пусконаладке.
Безопасность и обслуживание: о чём думать заранее
Любая печь — объект повышенной опасности: высокие температуры, вращающиеся части, газ, пыль. Система аварийного останова должна быть абсолютно надёжной и дублированной. Это не та статья, на которой можно экономить. Плюс датчики контроля пламени на горелке, датчики температуры подшипниковых узлов.
Обслуживание. Конструкция должна позволять проводить его с минимальными трудозатратами. Смотровые люки в нужных местах, возможность относительно быстрой замены лопастей, продуманный доступ к узлам уплотнения. На одном из проектов доступ к торцевому уплотнению был настолько неудобным, что его профилактику постоянно откладывали, что в итоге привело к серьёзной протечке и остановке.
Запасные части. Опыт показал, что критически важно иметь на складе ?расходники?: комплекты уплотнений, подшипники для роликов, может, запасную лопасть-другую. Ожидание поставки из-за границы в случае поломки может парализовать всё производство на недели. Поэтому при выборе поставщика оборудования, такого как АО Чжучжоу Чанъюань Интеллектуальное Производство, важно оценивать не только цену агрегата, но и наличие сервисной поддержки, склада ЗИП в регионе и готовность оперативно реагировать. Их статус ?предприятия-малого гиганта? и научно-технического предприятия как раз говорит о глубокой проработке не только технологии производства, но и всего жизненного цикла оборудования.
Вместо эпилога: мысль по ходу дела
Работа с вращающейся сушильной печью — это постоянный диалог с аппаратом. Даже идеально спроектированная и смонтированная, она потребует подстройки под конкретное сырьё, под изменения атмосферных условий (влажность воздуха тоже влияет). Не бывает двух абсолютно одинаковых процессов. Главное — накопить этот опыт, научиться ?чувствовать? агрегат по косвенным признакам: звуку вращения, цвету выходящего дыма, поведению датчиков. И не бояться вносить изменения, если логика процесса того требует. Иногда небольшая доработка лопасти или смещение зоны подачи топлива даёт больший эффект, чем замена всей горелочной системы. Техника должна работать на технологию, а не наоборот.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Групповой кран для 500-метровых длинных рельсов типа MD2t-24m
Групповой кран для 500-метровых длинных рельсов типа MD2t-24m -
 Камерная электропечь сопротивления
Камерная электропечь сопротивления -
 Чугуновоз жидкого чугуна типа TS150
Чугуновоз жидкого чугуна типа TS150 -
 Укладочный состав для длинных рельсов со спаренными шпалами типа CYP500
Укладочный состав для длинных рельсов со спаренными шпалами типа CYP500 -
 Рельсовая платформа типа PD30
Рельсовая платформа типа PD30 -
 Платформенный транспортёр
Платформенный транспортёр -
 Силовая платформа для работы на кривых малого радиуса
Силовая платформа для работы на кривых малого радиуса -
 Печь для диоксида циркония
Печь для диоксида циркония -
 Роликовый конвейер для подачи рельсов
Роликовый конвейер для подачи рельсов -
 Трехосная тележка
Трехосная тележка -
 Система группового подъема 500-метровых длинных рельсов
Система группового подъема 500-метровых длинных рельсов -
 Гусеничный тягач типа CL500
Гусеничный тягач типа CL500
Связанный поиск
Связанный поиск- Подъемный кран для сбора рельсов типа sg25a
- Укладочная машина для длинных рельсов на основной и соседней путях для бесстыкового пути
- Резиновые изделия
- Электрическая сушильная печь
- Специалист в области строительства
- Подъемная рама
- Тигельная печь для плавки алюминия
- Оборудование для тоннелестроения
- Барабанная сушильная печь
- Тигельные печи фото