






Барабанная печь
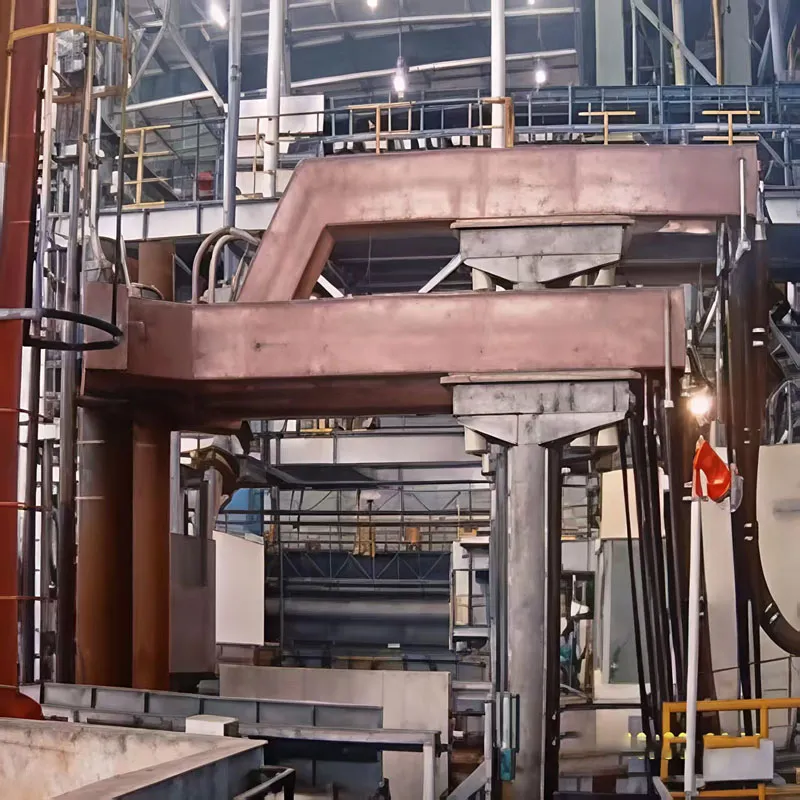
Когда говорят о барабанной печи, многие сразу представляют себе простую трубу, которая крутится и греется. Но это поверхностно. На деле, это сложный агрегат, где каждый элемент — от толщины футеровки до угла наклона и системы уплотнений — результат компромиссов и инженерных решений. Частая ошибка — считать, что главное это горелка и температура. Нет, часто проблемы начинаются там, где их не ждут: в зоне подсушки или в механизме опорных роликов, которые, казалось бы, просто катаются по бандажу.
Конструкция: где кроются подводные камни
Возьмем, к примеру, футеровку. Все знают про шамот и высокоглиноземистые материалы. Но вот нюанс: при переходе на более производительный режим обжига, скажем, окатышей, старый добрый шамот может не выдержать термоударов. Приходится комбинировать. В зоне спекания — один материал, в зоне охлаждения — другой. И здесь не обойтись без точного теплового расчета, иначе внутренние напряжения разорвут кладку за сезон.
Система уплотнений между барабаном и неподвижными камерами — вечная головная боль. Лабиринтные уплотнения хороши, но при значительном биении барабана начинают ?дышать?, подсасывая холодный воздух. Это убивает температурный режим. Щеточные или гарнисажные уплотнения более гибкие, но требуют постоянного внимания, изнашиваются. На одном из проектов мы долго боролись с перерасходом топлива именно из-за этой, казалось бы, мелочи.
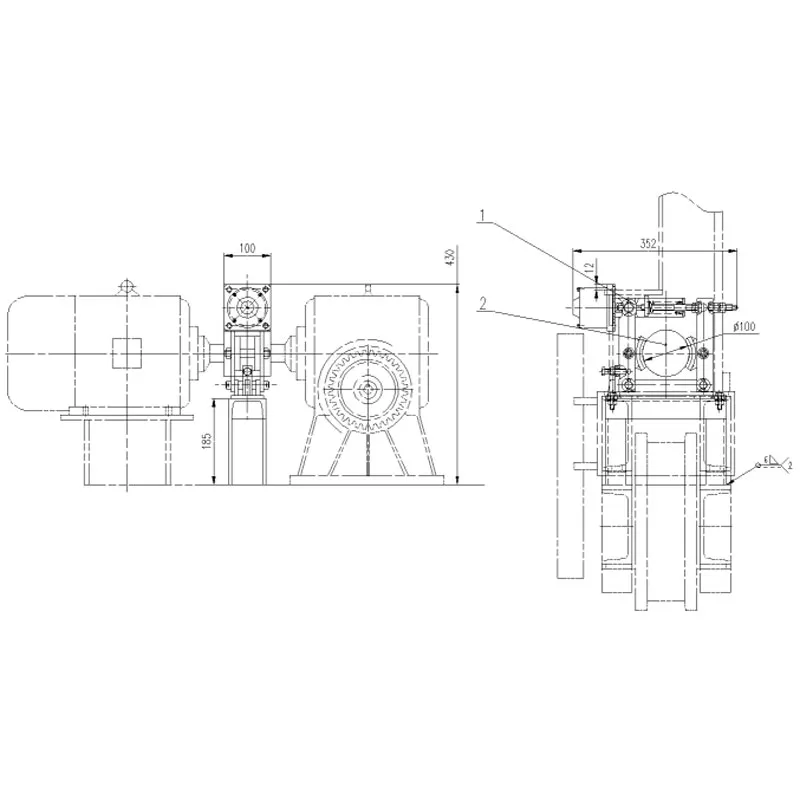
Или привод. Кажется, что мощный мотор и редуктор — залог успеха. Однако, если неверно рассчитана или отрегулирована система плавного пуска, можно получить рывки при старте, которые бьют по зубчатому венцу. Видел, как на старой печи зубья были стерты почти наполовину именно из-за этого. Регулировка — это не по мануалу, а по ощущению работы механизма.
Тепловой режим и практика эксплуатации
Говорить о температуре в печи абстрактно — бесполезно. Важен профиль. Где у нас зона подогрева, где — кальцинации, где — спекания. Этот профиль ?рисуется? не только горелкой, но и скоростью вращения, углом наклона, даже характером загрузки материала. Бывает, сырье с другой карьера приходит с иной гранулометрией — и все, профиль ?поплыл?, продукция недожженная или пережженная. Приходится на ходу корректировать, почти вслепую, по цвету факела и виду материала на выходе.
Контроль — отдельная тема. Пирометры, термопары. Они часто выходят из строя в агрессивной среде. Доверять показаниям одной точки опасно. Мы всегда ставили несколько, плюс старый дедовский способ — смотровые лючки. Бывало, электроника показывает 1250°C, а через люк видно, что материал еще не дошел до нужной кондиции, цвет не тот. Значит, термопара ?залегла? или ее засыпало пылью. Опытный обжигальщик больше глазам верит.
Остановка и пуск — самые критичные моменты. Резко остужать печь нельзя — футеровка потрескается. Надо по графику, медленно проворачивая барабан. Пуск после длительного простоя — это всегда риск. Прогревать нужно равномерно, иначе бандажи могут ?сойти? с роликов. Однажды из-за спешки при пуске после ремонта получили смещение барабана почти на 20 мм. Пришлось останавливать и выверять все заново, теряя неделю.
Современные решения и интеграция
Сейчас много говорят об автоматизации. Это правильно, но с оговорками. Полностью роботизировать управление барабанной печью для сложных процессов, как обжиг определенных видов сырья, — рискованно. Алгоритм не всегда может учесть мгновенное изменение качества топлива или влажности шихты. Оптимально — это когда автоматика стабилизирует базовые параметры, а оператор вносит корректировки на основе своего опыта и визуального контроля. Слепая вера в SCADA-систему может привести к браку.
Интересный опыт наблюдается в смежных отраслях, где требования к надежности оборудования крайне высоки. Например, компании, которые десятилетиями работают с комплексным оборудованием для рельсового транспорта, где каждая деталь несет высокую нагрузку, подходят к проектированию с аналогичной тщательностью. Вот взять АО Чжучжоу Чанъюань Интеллектуальное Производство (сайт: https://www.cyzz.ru). Это национальное высокотехнологическое предприятие, ?малый гигант? провинции Хунань. Они специализируются на инновациях в своей области, являясь научно-техническим малым и средним предприятием, которое занимается полным циклом: от НИОКР до производства и продажи комплектного оборудования для рельсового транспорта. Их подход к проектированию несущих конструкций, систем управления и долговечности компонентов — это именно та культура инженерной дисциплины, которой часто не хватает при создании надежных барабанных печей. Не сама печь, а принцип: глубокий анализ нагрузок, выбор материалов и контроль качества на всех этапах.
Применение таких принципов могло бы решить многие ?хронические болезни? печей. Скажем, проблема вибрации. Часто ее пытаются заглушить, а не устранить причину. Подход, как в точном машиностроении для транспорта — анализ спектра вибраций, балансировка не только барабана, но и всей кинематической цепи — мог бы радикально увеличить ресурс подшипниковых узлов и редуктора.
Личный опыт и неудачи
Расскажу о случае, который многому научил. Нам поставили задачу увеличить производительность старой печи для обжига известняка. Решили пойти по пути интенсификации — подняли температуру в зоне спекания и увеличили скорость вращения. Сначала все шло хорошо, выход вырос. Но через три месяца начались проблемы: участились поломки зубчатого венца, пошли трещины в корпусе барабана в зоне высоких температур.
Причина оказалась в том, что мы не провели полный перерасчет тепловых и механических нагрузок на усталость металла. Старая конструкция просто не была рассчитана на такие режимы. Усилился изгибающий момент, изменились термические напряжения. Пришлось срочно возвращаться к прежним параметрам и параллельно разрабатывать проект капитальной модернизации с усилением корпуса. Это был урок: нельзя бесконечно выжимать из железа то, на что оно не было спроектировано. Кажущийся простым агрегат имеет свой предел прочности, заложенный в самом начале.
Еще один момент — логистика ремонтов. Ждать месяц нужную марку огнеупора для ремонта футеровки — это простой, который съедает всю прибыль. Поэтому сейчас мы всегда заранее формируем стратегический запас критичных расходников, особенно под конкретную марку печи. И держим на складе не просто ?кирпич?, а именно те блоки сложной формы, которые используются в зоне перехода температур. Это экономит дни, а иногда и недели.
Взгляд вперед: не революция, а эволюция
Куда двигается технология барабанных печей? Не жду прорывов вроде антигравитации. Все будет эволюционно: более точные системы подачи и дозирования, позволяющие работать с более неоднородным сырьем. Дальнейшее развитие систем рекуперации тепла — уходящие газы все еще несут гигантскую энергию. Возможно, более широкое внедрение альтернативных видов топлива, вплоть до подготовленных отходов, но это опять вызов к футеровке и системам очистки газов.
Но основа останется прежней: надежная механика, продуманная термодинамика и опыт людей, которые чувствуют печь. Самый совершенный алгоритм не заменит оператора, который по звуку работы роликов или по виду факела понимает, что что-то идет не так. Поэтому будущее — в симбиозе: умная техника, собирающая данные, и человек, принимающий окончательные решения на основе этих данных и, что важно, интуиции, наработанной годами у смотрового люка.
В итоге, барабанная печь — это не ?железная бочка?. Это живой организм, где все взаимосвязано. Успех работы с ней — это не следование инструкции, а глубокое понимание физики процессов, механики и постоянная готовность к нестандартным ситуациям. Это как раз та область, где теория без практики слепа, а практика без анализа ошибок — дорогостоящее занятие.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 65-тонный чугуновоз жидкого чугуна
65-тонный чугуновоз жидкого чугуна -
 Роликовый конвейер для подачи рельсов
Роликовый конвейер для подачи рельсов -
 Разворотная платформа для транспортных средств при строительстве мостов и тоннелей
Разворотная платформа для транспортных средств при строительстве мостов и тоннелей -
 Железнодорожная моечная машина типа QXC-2
Железнодорожная моечная машина типа QXC-2 -
 Печь с соляной ванной
Печь с соляной ванной -
 Рельсосварочная машина для автомобильных и железных дорог
Рельсосварочная машина для автомобильных и железных дорог -
 Печь для порошковой металлургии
Печь для порошковой металлургии -
 Укладочная машина для метрополитена типа DT12Y
Укладочная машина для метрополитена типа DT12Y -
 Дуговая электропечь для выплавки неметаллических материалов
Дуговая электропечь для выплавки неметаллических материалов -
 Укладочный кран EPJ32
Укладочный кран EPJ32 -
 100-тонная вагон-платформа для стальных заготовок
100-тонная вагон-платформа для стальных заготовок -
 Гусеничный тягач типа CL500
Гусеничный тягач типа CL500
Связанный поиск
Связанный поиск- Вспомогательное оборудование для тоннелепроходческих механизированных комплексов
- Чугуновоз жидкого чугуна типа ts150
- Укладочный состав для длинных рельсов со спаренными шпалами типа cyp500
- Чугуновоз жидкого чугуна типа ts160
- Железнодорожное оборудование
- Самоходная платформа на рельсовом ходу с гидравлическими опорами
- Подъемная кровать рама
- Укладочный кран cpg500
- Устройство тигельной печи
- Горнодобывающая техника